Effect of microwave drying on drying kinetics, physico-mechanical properties, and microstructure of plantation-grown Hevea brasiliensis wood
iForest - Biogeosciences and Forestry, Volume 19, Issue 2, Pages 77-84 (2026)
doi: https://doi.org/10.3832/ifor4770-018
Published: Mar 08, 2026 - Copyright © 2026 SISEF
Research Articles
Abstract
We explored the microwave drying of rubber tree (Hevea brasiliensis) wood using a multifaceted approach that encompasses various aspects. The primary objective was to examine drying behavior, drying time, moisture distribution across the core and surface, and to evaluate drying stresses via the prong test. Static bending and compression parallel to the grain were tested to assess the impact of microwave treatments on mechanical properties. The drying process showed a nearly uniform moisture distribution within the wood’s core and on its surface, indicating well-controlled drying. Most notably, the dried wood had no observable drying-induced stresses, suggesting a promising application of microwave drying. However, the volumetric shrinkage (%) was higher in microwave-dried samples (5.65% and 6.51%) than in air-dried samples (4.16%). A reduction in modulus of elasticity (MOE), modulus of rupture (MOR), and maximum compressive strength (MCS) was observed in the microwave-dried wood. Compared to the air-dried samples, the maximum reductions recorded were 15% for MOE, 18% for MOR, and 15% for MCS. The examination under light microscopy showed that the wood microstructures, such as ray cells and vessel walls, had incurred damage. The diminished mechanical properties could likely be linked to these micro-cracks or damage in the microstructures. The results show that these microstructural changes may significantly increase wood’s permeability. We also attempted to calculate the energy consumption for different microwave treatments. These findings emphasize the need for a balanced approach to optimizing microwave drying methods to mitigate reductions in mechanical properties while capitalizing on the advantages of reduced drying time and controlled, uniform moisture distribution.
Keywords
Drying Behavior, Energy, Mechanical Properties, Volumetric Shrinkage, Microstructure, Rubberwood
Introduction
The demand for plantation timber is increasing due to the need for sustainable and renewable wood resources. By cultivating timber on managed plantations, the rising demand for wood can be met while reducing pressure on natural forests and indirectly supporting the conservation of biodiversity in native forest ecosystems. The processing of plantation timber is equally important as it ensures quality and durability, thereby making it suitable for a variety of applications, from construction to furniture. Rubberwood is popular mainly because of its availability and properties ([16]), and it is often praised for its environmental sustainability since it is a by-product of tree plantation crop ([7]). Rubberwood has a density of 560-640 kg m-3, and possesses excellent woodworking and machining qualities for sawing, boring, turning, nailing, and gluing ([16]). Because of its versatile uses, rubberwood is no longer considered a by-product; rather, it is becoming a major crop in Southeast Asian countries as a source of timber ([29]). Rubberwood has high starch content, which attracts various insects and fungi, particularly blue stain. As a result, it needs to be processed within a few hours after felling. Also, sawn wood is not suitable for air drying and must undergo kiln drying immediately after sawing ([7]). However, kiln drying can be time-consuming, and during this period, rubberwood may be attacked by staining fungi, highlighting the need for a faster drying method.
There has been an increasing interest recently in the development of technologies that enable faster drying of wood, as this can save significant time - a valuable resource for various industries ([20]). The initial step in optimizing wood utilization is drying, which enhances performance in multiple facets, such as dimensional stability, finishing properties, weight reduction for transportation, preservative treatment, and mechanical properties ([23]). Drying is a crucial aspect of enhancing the value of solid wood products ([38]). Microwave (MW) heating offers several advantages over conventional heating, including faster drying and fewer defects compared to traditional kilns ([36], 2010). Using MW radiation to dry wood can be beneficial, as it heats and dries wood considerably more quickly than traditional methods while maintaining quality ([11]). Conventional dryers require substantial energy input ([10]) and prolonged drying times to achieve high-quality dried materials. Consequently, there has been a quest for innovative wood drying techniques, as they could lead to quicker drying of the wood strands ([10]).
Rubberwood is moderately refractory and needs to be dried quickly to prevent attacks by staining fungi. MW drying can be a viable option, as it heats the wood instantly and facilitates faster moisture removal. MW treatment has long been recognized as an efficient technique for enhancing the permeability of refractory wood species, helping the easy removal of moisture from wood ([37]). Further, MW drying presents a promising opportunity for the wood industry, as it may reduce costs and improve energy efficiency compared to standard drying procedures ([18]). Chotikhun et al. ([8]) compared MW treatment with traditional approaches and reported noticeable energy savings even with a 20 min MW treatment. In a study by He et al. ([12]), plantation-grown Timor white gum (Eucalyptus urophylla) was subjected to various microwave treatments, revealing that increasing MW intensity can raise the temperature and steam pressure in the wood. These conditions are advantageous for generating internal cracks in the wood, thereby enhancing its permeability and facilitating the easy movement of fluids. Balboni et al. ([6]) reported similar outcomes on red stringy bark (Eucalyptus macrorhyncha), including a reduction in strength properties using higher MW intensity.
The application of microwave heating and drying in the wood products industry has yet to achieve widespread acceptance within the wood manufacturing sector. This limited usage can be attributed to a lack of thorough understanding of the complex interactions between material properties and process variables during heating and drying, as well as the significant investment costs associated with the technology ([5]).
Several studies have shown the potential of MW drying in wood processing ([11], [36], [37]). The objective of this study is to enhance our understanding of the application of microwave heating to wood drying and to advance and expedite the wood drying process for rubberwood. Moreover, we aim to investigate how microwave technology affects the drying characteristics and properties of rubberwood, given its importance in industry and the economy.
Materials and method
Sample preparation
Small, defect-free specimens of Rubberwood (Hevea brasiliensis) of dimensions 25×45×310 mm3 (thickness × width × length) were obtained from the local market. In total, 36 samples were analyzed, with 12 control samples (no MW treatment) and 24 samples subjected to two different microwave treatments, 12 samples each (Tab. 1).
Tab. 1 - Sample details. (N): number of samples; (MCi): average initial moisture content (%).
| Treatment | N | MCi |
|---|---|---|
| Control (air dried) | 12 | 102.5 ± 3.01 |
| T1 | 12 | 103.5 ± 6.39 |
| T2 | 12 | 105.2 ± 4.81 |
Microwave treatment
The MW treatment was carried out in an MW device (IFB 30FRC2) operating at a frequency of 2.45 GHz, a maximum power of 900 W, and a turntable (diameter = 310 mm) to ensure uniform MW distribution. Each wood sample was treated until it reached a moisture content of 8-12%. The microwave treatment details are given in Tab. 2. The wood samples were subjected to 900 W for 1 minute and 1.5 minutes, followed by idle times of 2 minutes and 3 minutes, respectively. The cooling intervals served dual purposes: they allowed measurement of specimen weight and also served as a safeguard against potential wood damage from excessive heating. Afterwards, the samples were weighed to measure weight loss after each cycle, and moisture content profiles were obtained throughout the MW treatment process.
Tab. 2 - Detailed parameters of the microwave treatments.
| Treatment | T1 | T2 |
|---|---|---|
| Microwave power (W) | 900 | 900 |
| Exposure time (min) | 1 | 1.5 |
| Idle time (min) | 2 | 3 |
Temperature measurement
During the drying process, a thermo-infrared camera (Testo thermal imager, by Testo SE & Co. KGaA, Germany) with an accuracy of ± 0.05 °C was used to examine the surface temperature distribution of the rubberwood specimens at different stages of the heating cycles.
Moisture content
To ascertain the moisture content of each specimen, representative strips of about 20 mm in length along the grain direction and comprising a full cross-section were taken from both ends after discarding 50 mm from the ends. Their initial weights (W1) were recorded using a weighing balance to an accuracy of 0.01, and then oven-dried at 103 ± 2 °C to a constant weight (W0). Based on the initial and oven-dry weights, the moisture content (MC, %) was calculated using eqn. 1:
where W1 is the green weight of wood, and W0 is its oven-dry weight.
Based on the average moisture content of these two strips, the moisture content of the sample plank was estimated using eqn. 2, and it was referred to as the calculated oven dry weight. To determine W0, small representative strips were taken from each sample.
where COD is the calculated oven-dry weight, Wit is the initial weight of test samples, and MCt is the moisture content of test samples. The estimated COD value was used to determine the MC of the sample planks at different stages of drying.
Drying rate
The drying rate for each treatment is the amount of water removed per unit of time and was calculated using eqn. 3:
where DR is the drying rate (g min-1), MCr is the amount of moisture removed (g), and T is the total drying time (min), which includes the sum of the MW exposure time and idle time.
Moisture distribution
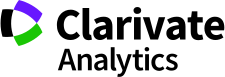
After drying, the moisture distribution in different wood samples was examined to evaluate how moisture moves from the surface to the core. Six samples were taken from each treatment, as shown in Fig. 1, to separate the core and shell, and the moisture content for the core and shell was evaluated separately. The experiment was done according to the Indian Standard IS:1141 ([3]).
Fig. 1 - Schematic diagram for moisture distribution and prong test.
Prong test
Drying stress assessment was performed using the prong test according to the Indian Standard IS:1141 ([3]). Six samples, three from each treatment, were used. The samples were cut into three parts across the thickness immediately after drying, and the middle part was removed to observe any instant movement in the two outer prongs, as shown in Fig. 1. The prong test samples were kept at room temperature for 24 hours to observe any movement changes, indicating whether the wood experienced stress during drying.
Volumetric shrinkage
For each treatment, twelve samples with dimensions 25×45×310 mm3 were taken for volumetric shrinkage measurements. Volume of the specimens was calculated using vernier calipers (accuracy ±0.02 mm). The volumes were initially measured for saturated samples, subsequently dried using MW, and the dimensions were measured after drying. The volumetric shrinkage (VS, %) was calculated as follows (eqn. 4):
where Vf is the final dry volume after drying, and Vi is the initial wet volume.
Mechanical properties
Static bending and compression parallel to the grains were evaluated in accordance with the Indian Standard IS:1708 ([2]). Small, clear, and defect-free samples were used, and the tests were carried out using a 50 kN universal testing machine (Model AG-50®, Shimadzu Corp., Kyoto, Japan). Twelve replicate samples were used for each test.
Liquid permeability
The permeability was measured indirectly using chemical solution uptake and its distribution in the samples. Six samples with a cross-section of 20×45 mm2 and a length of 180 mm along the grain were taken from the central portion of the dried sample for liquid penetration. The samples were conditioned at 65 ± 5% RH and 25 ± 2 °C for 2 weeks to attain the equilibrium moisture content (EMC). The samples were then dipped into a 4% (w/v) aqueous boric acid solution for a total of 48 hours. The samples were wiped with blotting paper to remove excess surface moisture before weighing. After periodic intervals of 2h, 4h, 6h, 8h, 24h, and 48h, the samples were weighed, and the uptake (U, %) was calculated as follows (eqn. 5):
where Wf is the weight after impregnation, and Wi is the conditioned weight before impregnation.
Spot test
After 48 hours, the samples were removed from the solution and allowed to condition at room temperature for 15 days, facilitating an even distribution of the preservative throughout the wood. After conditioning, the samples were divided into two halves to test the preservative penetration using a spot test, according to the Indian Standard IS: 401 ([4]). The exposed wood surfaces were initially sprayed with a turmeric powder-ethyl alcohol solution and left to dry. Subsequently, another solution, prepared by diluting 20 ml of concentrated hydrochloric acid to 100 ml with ethyl alcohol and saturating it with salicylic acid, was applied to the surface. The red area indicated the presence of boron, indicating the extent of preservative penetration into the wood.
Light microscopy
Wood microstructures were analyzed using light microscopy. The wood samples were first immersed in water at 90-100 °C for softening. Subsequently, 20-30 µm-thick samples from each plane (transverse, longitudinal-tangential, and longitudinal-radial) were precisely cut using a microtome (Microm HM430®, Thermo Scientific, Waltham, MA, USA). The wood sections were then placed on slides using glycerol, covered with a cover slip, and examined under a microscope (Model Eclipse Ci-POL, Nikon Corp., Tokyo, Japan) connected with image analysis software (NIS-Elements BR 5.21.03_64-bit).
Energy requirement
The energy required for different treatments was calculated for a unit gram of moisture lost in each exposure cycle. Energy to evaporate per gram of water (E) is calculated using eqn. 6:
where P is the power, T is the time, and ML is the moisture loss (in grams).
Results and discussions
Microwave irradiation caused a temperature rise in the rubberwood samples, and the surface temperature for treatments T1 and T2 was recorded using an IR camera. The initial temperature for both treatments was 26.5 °C. As drying progresses, the temperature rises. After the first cycle, the temperature in T1 was 48.6 °C; however, in T2 it was 62.3 °C, which is obviously due to the longer exposure time in T2. The maximum temperature achieved during the drying process was 109.4 °C for T1 and 111.4 °C for T2. Initially, the temperature distribution was not uniform, but as drying progressed, it became uniform across the surface. Similar observations have been reported by Vongpradubchai et al. ([40]) during the drying of rubberwood.
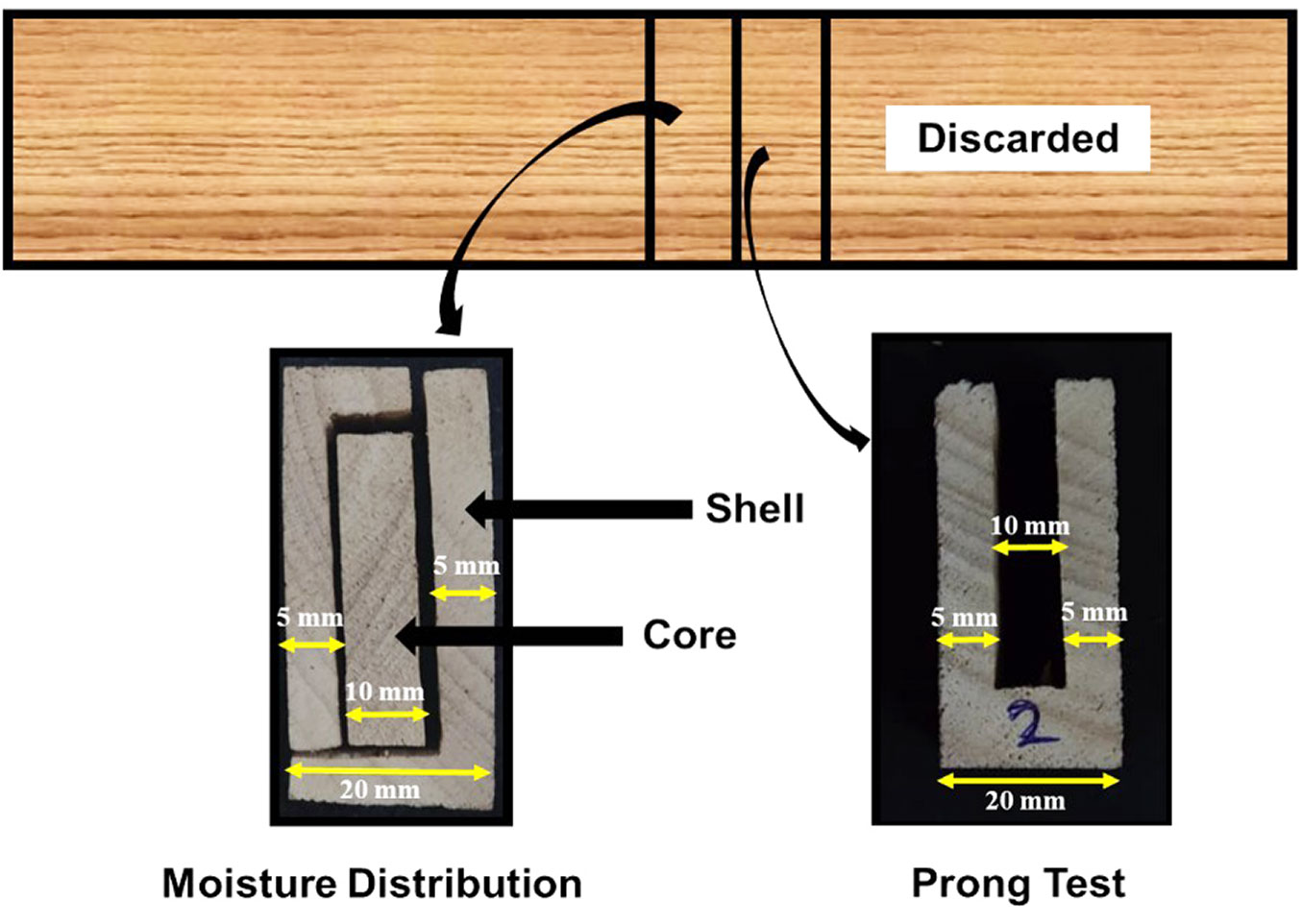
Wood was dried under MW as detailed in Tab. 2. Rubberwood (RW) was dried from an initial moisture level of 102-105% to a final MC of 8-12%. The moisture loss after each cycle was obtained throughout the process. Fig. 2shows the moisture content profile of samples dried through T1, T2, and air drying (control) treatments. During the initial stages of drying, moisture evaporated rapidly because the wood was highly moist. As the MC decreases, the rate of water evaporation also decreases ([39]).
Fig. 2 - Moisture content profile. (left): T1; (center): T2; (right): Control (air drying).
Aggarwal & Chauhan ([1]) dried silver oak (Grevillea robusta) wood and found that the moisture loss increased with the timing of microwave treatment. Using auxiliary heating, the authors achieved a moisture loss of 13 g min-1 at a power level of 2 kW. In another study, Eucalyptus urophylla was dried in a microwave, and the drying time was significantly reduced by about 65% compared to the conventional drying method ([12]).
T1 exhibited a higher drying rate than T2, as its total drying time was lower due to lower idle time. In another study, similar results were obtained when Jack pine (Pinus banksiana) wood samples were exposed to different microwave radiation power levels. As microwave power increased, the drying rate accelerated, reducing drying time. Additionally, reducing sample thickness increased the drying rate ([24]). For instance, moisture loss reduction was higher when Norway spruce (Picea abies) with a sample size of 40×110×500 mm was dried at higher microwave power ([14]). T1 and T2 required different drying times and exhibited different drying rates (Tab. 3). Because the drying rate was calculated over the entire cycle, including both microwave heating and idle phases, the extended idle time in T2 allowed the sample to cool between cycles. As a result, additional energy and time were required in each subsequent cycle to reheat the sample back to the effective drying temperature before actual moisture removal could resume. In both treatments, the drying rate above the fiber saturation point (FSP) was higher because only free water was being evaporated during this phase. However, this is not the case when drying occurs below the FSP, as it requires more energy to remove bound water ([33]).
Tab. 3 - Drying Rate (g min-1) for different treatments. (FSP): fiber saturation point.
| Treatments | T1 | T2 |
|---|---|---|
| Above FSP | 3.41 | 3.68 |
| Below FSP | 2.36 | 3.04 |
| Overall | 3.1 | 3.5 |
As drying progresses, moisture is removed from wood. The difference between the evaporation rate at the surface and the moisture diffusion rate from the core to the surface should be minimized to control drying defects. According to Anonymous ([3]), the allowable difference in moisture content between the core and surface should not exceed ±2% for 25 mm thick samples. To ascertain the moisture distribution between the core and surface, MW-dried samples with 8-12% MC were segregated into core and surface, and their moisture contents were determined. The MC difference between the core and surface was within the permissible 2% limit in both MW drying treatments. In conventional drying, the core typically retains more moisture than the surface as drying proceeds from the surface to the core along the direction of heat flow. However, MW drying produced a marginally lower MC in the core than at the surface. This was apparent as the elevated temperatures observed at the core, due to slower heat dissipation from the core compared to the surface ([31]), might have accelerated the diffusion of moisture from the core towards the surface. Sethy et al. ([31]) performed moisture conditioning of radiate pine (Pinus radiata) using a microwave drier and also reported uniform moisture distribution across the sample thickness.
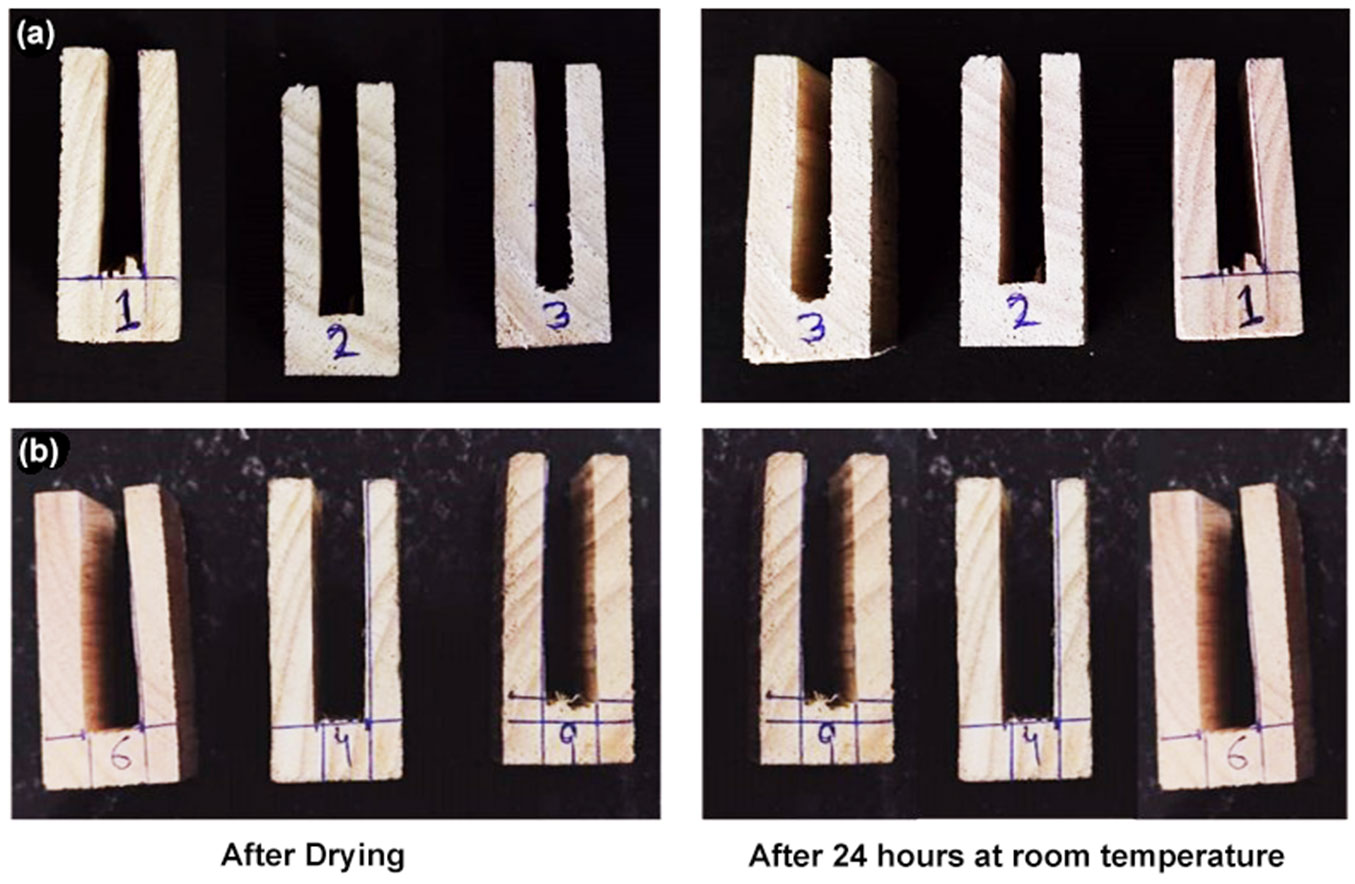
The extent of case hardening resulting from drying was determined by measuring the deviation of the prongs from their initial positions ([34]). In Fig. 3, the prongs are depicted both after drying and after 24 hours of conditioning at room temperature for T1 and T2. Notably, there were no discernible movements in the prongs, suggesting that drying-induced stress was absent during microwave drying of rubberwood samples. Balboni et al. ([6]) found that the prong test showed notable variation in warping among the samples, with the control group exhibiting the highest warping values and the low-microwave treatment group the lowest. In a similar study, Ratanawilai et al. ([28]) conducted a prong test on rubberwood dried using hot air and microwave methods, and observed no movement in the prongs, suggesting no residual stresses from the drying process.
Fig. 3 - Prong test: (a) for T1 and (b) for T2.
Air drying took almost 18 days to dry the samples, and the mean volumetric shrinkage was 4.16%. On the contrary, T1 and T2 samples showed the mean shrinkage values of 5.65% and 6.51%, respectively. Faster drying caused the wood to shrink more, as evidenced by the increasing volumetric shrinkage values. However, the ANOVA analysis showed no significant difference in the volumetric shrinkage between the control and each treatment. Drying temperature has been reported to significantly affect volumetric shrinkage in wood. For instance, solar kiln drying, with temperatures as high as 48 °C, resulted in an average volumetric shrinkage of 8.92%, while air-drying under a shed, with temperatures of 24 to 31 °C, had a mean volumetric shrinkage of 5.73% ([25]). As microwave heating was accompanied by a significant rise in the wood temperature (~110 °C), the marginally higher shrinkage value can be attributed to the elevated temperature. Shukla & Sharma ([32]) also evaluated the volumetric shrinkage of oven-dried rubberwood samples and found that it exceeded 10%.
Tab. 4shows the mechanical properties of rubberwood. The modulus of elasticity (MOE) and modulus of rupture (MOR) of microwave-dried rubberwood samples were lower than those of air-dried samples. The reductions were around 9% and 18% for MoE, and 10% and 15% for MOR, in T1 and T2, respectively. The statistical analysis indicated a significant difference in the MOE across groups (p-value < 0.05). The difference was also highly significant for MOR (p-value < 0.05). Subsequent evaluation using Duncan’s test confirmed significant differences in MOE and MOR among the three drying treatment methods (air drying, T1, and T2). These findings are consistent with those reported in the literature. Oloyede & Groombridge ([23]) performed drying of Caribbean Pine (Pinus caribaea) using microwave heating at two distinct power levels and reported a substantial reduction (60%) in the tensile strength of the MW-dried timber as compared to air-dried and conventional kiln-dried samples. High MW intensity or prolonged exposure leads to more substantial reductions in strength ([18]). The Indian standard IS:3629 ([2]) has classified timber into three groups for structural application based on their strength (MOE) properties, and rubberwood falls under group “C”. Although MW drying reduced the MOE of rubberwood by about 9-18%, the MOE remained well within the values recommended for the “C” group (5600 to 9800 MPa).
Tab. 4 - Mechanical properties of rubberwood. Values with different letters within the same property are significantly different from each other (p<0.05). (SD): standard deviation.
| Properties | Treatments | Mean | SD |
|---|---|---|---|
| Modulus of Elasticity (MOE, in MPa) | Control | 8407.43a | 723.52 |
| T1 | 7642.61b | 512.06 | |
| T2 | 6872.19c | 425.74 | |
| Modulus of Rupture (MOR, in MPa) | Control | 74.36a | 3.02 |
| T1 | 69.95b | 2.02 | |
| T2 | 63.18c | 2.04 | |
| Maximum Compressive Strength (MCS, in MPa) | Control | 46.51a | 2.44 |
| T1 | 39.32b | 4.02 | |
| T2 | 40.41b | 1.48 |
The results for the compression parallel to grain test are shown in Tab. 4. Microwave-dried samples exhibited a reduction in MCS of about 13-15% compared to air-dried samples. Microwave drying significantly reduced compressive strength compared to air drying; however, the compressive strength values from both microwave drying treatments (T1 and T2) were comparable, with no significant difference between them. These results are consistent with those reported in the literature. In a study on Eucalyptus macrorhyncha, Balboni et al. ([6]) found that shear and compression strengths decreased in the microwave-treated samples. In a similar study, Oriental spruce wood treated with microwave showed a reduction of 1.2 to 2.7% in compressive strength ([15]). Hermoso & Vega ([13]) studied Eucalyptus globulus and found that low-intensity microwave treatment did not reduce MOE, MOR, or compressive strength. When Pyrenean oak (Quercus pyrenaica) wood was exposed to microwaves for 10 minutes, it exhibited a marked reduction in compressive strength compared with 5 minutes of exposure, indicating the effect of exposure duration on strength properties ([17]). Fagus sylvatica wood treated under microwave radiation showed a reduction in MCS parallel to the grain of about 35-41% compared to untreated samples ([22]). The reason for such a reduction might be the destruction of microstructure and the generation of microcracks ([12]). Intensive microwave treatment generates high steam pressure, rupturing wood ray cells, lamella cells, and other microstructures, thereby enhancing permeability but concurrently reducing physical and mechanical properties ([35]).
The low permeability of wood poses several challenges during timber processing, such as difficulties with drying and preservative treatment. Microwave treatment alters wood microstructures, increasing its permeability to liquids and gases ([35]). Intensive microwave treatment significantly increases internal steam pressure within the wood, leading to the rupture of ray cells, lamellae, and other microscopic structures. This structural disruption improves wood’s permeability by creating additional pathways for fluid movement ([35]). Fig. 4 shows the liquid permeability of control and MW-dried rubberwood through a spot test. In control samples, some areas towards the core remained untreated; however, the MW-dried samples T2 showed uniform penetration throughout the sample cross-section. Treatment T1 also showed improved penetration compared to the control, with some samples achieving full penetration, while some still had untreated core regions. Overall, T1 demonstrated better penetration than the control, though it was slightly less effective than T2. Samani et al. ([30]) studied the effect of MW intensity on wood permeability and found that the depth of penetration increased in proportion to MW intensity.
Fig. 4 - MW dried sample of rubberwood after spot test for boric acid.
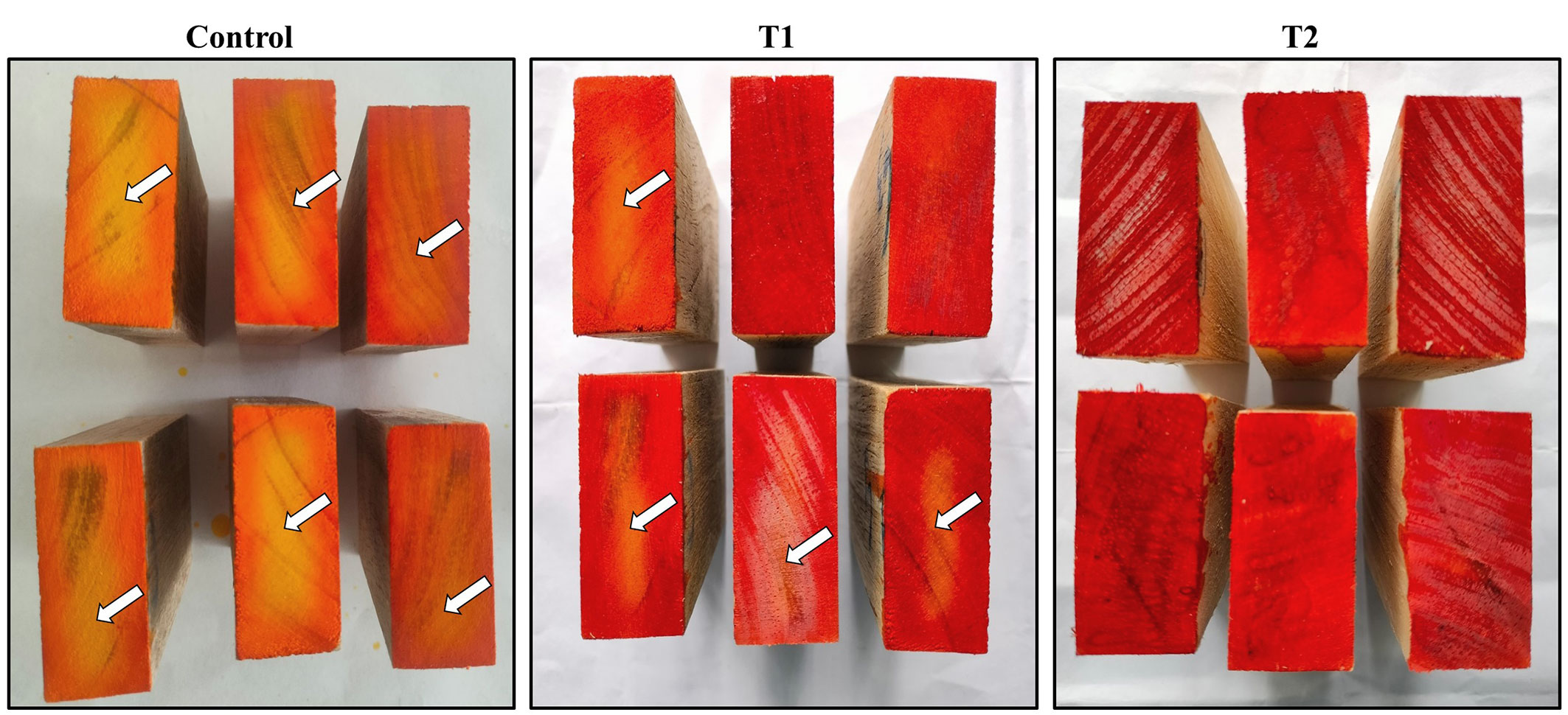
Fig. 5 shows the solution uptake for control and microwave-treated samples. It is evident that the solution uptake was higher for T2-treated samples, followed by T1 and control samples. The ANOVA test shows a significant difference among the treatment means, indicating that at least two treatments differ in their effects. Duncan’s test further confirms statistically significant differences between all treatment pairs. As the MW exposure time increases, the wood permeability also increases. The microwave treatment of E. tereticornis wood, which is a difficult-to-treat and dry timber, results in a noticeable increase in permeability and preservative uptake. It was also observed that the increasing treatment intensity and duration significantly increase the permeability ([27]). In another study, the tylosis structure of Aleppo oak (Quercus infectoria) heartwood was modified using microwave treatment, thereby enhancing air permeability and diffusion coefficients. On the contrary, steaming pre-treatment prevented steam from penetrating the wood, resulting in no improvement in the diffusion coefficient ([9]). Microwave pre-treatments can enhance the performance of refractory timber species by increasing the retention and penetration of preservatives, thereby elevating the treatability classes of the wood for various purposes ([30]). The low MW treatment showed the most promising results, warranting further research to optimize permeability without compromising strength ([6]).
Fig. 5 - The solution uptake by rubberwood. Values with different letters are significantly different from each other (p<0.05).
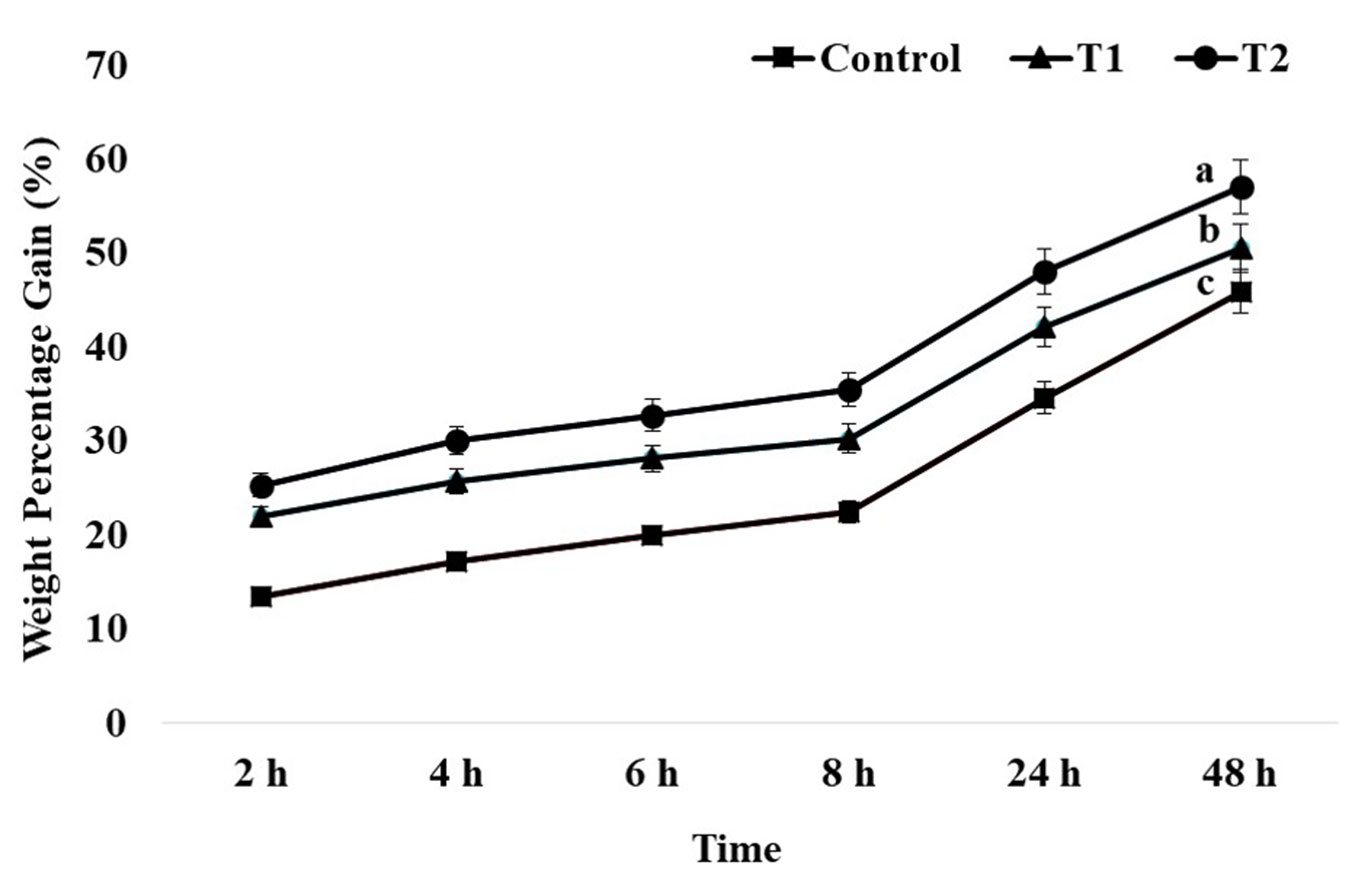
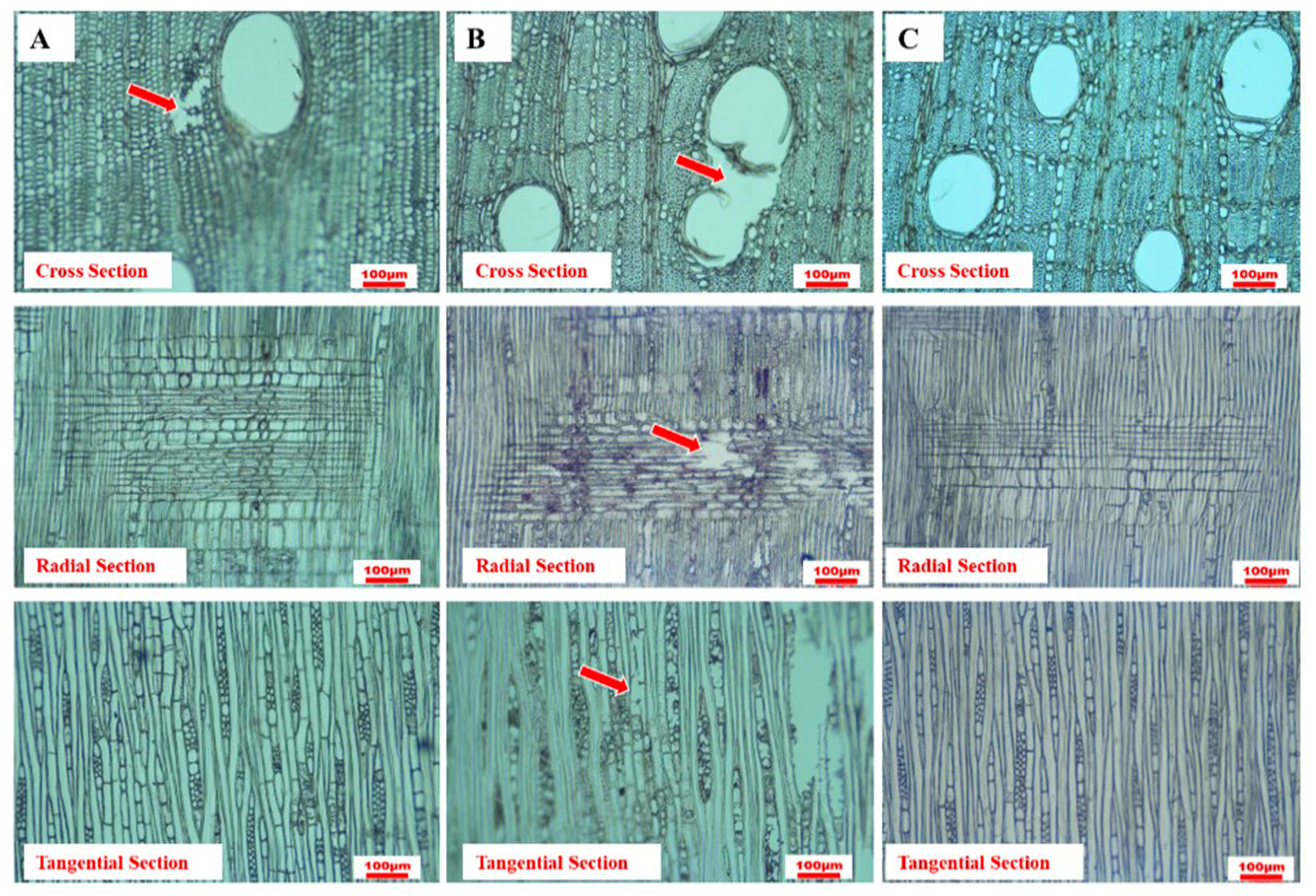
Fig. 6 shows the damage to the microstructures of the samples caused by microwave drying, whereas the microstructure appears intact in the control samples. The breakage may have been due to the high steam pressure produced during the drying process ([37]). The presence of microstructural rupture or minor damage in ray cells and other cells increases permeability while reducing strength ([12]). Similar changes in the microstructure have been reported in sub-alpine fir (Abies lasiocarpa) and Dahurian larch (Larix gmelinii) wood when exposed to steam explosion ([43], [42]). The authors found that the severity of damage to cross-field pits increased with rising temperature or increasing treatment cycles. In the control samples shown in Fig. 6C, no damage was evident. Fig. 6A and Fig. 6B show the T1 and T2 samples, respectively. While damage in T1 is minimal, T2 exhibits greater damage due to the intense MW treatment. Fig. 6B illustrates damage to vessel walls in the cross-section, as well as damage to ray cells in both the radial longitudinal and tangential longitudinal sections (the arrows in the figure indicate the damage). In a study by Muzamal ([21]), finite element software was used to simulate changes in the microstructure of Norway spruce (Picea abies) caused by steam explosion processes. The results revealed that increased steam pressure led to stress buildup at the ends of elliptical cross-field pits. These areas of stress concentration then contributed to crack formation, and the studies showed that cross-field pits were susceptible to steam pressure-induced damage. As the exposure time to MW increased, the damage to the vessels also increased ([30]). It is worth noting that higher MW intensities magnify these structural changes compared to lower intensities ([41]).
Fig. 6 - Light microscopy of rubberwood. (A) T1, (B) T2, and (C) control samples.
In both microwave treatments, energy consumption in MW drying was calculated from the microwave power and irradiation time. The average microwave energy consumption per unit moisture loss in T1 was 1.42 ± 0.08 kWh kg-1, while that in T2 was 1.51 ± 0.07 kWh kg-1. The energy consumption of both treatments was comparable. The energy consumption was further segregated into moisture removal above FSP and below FSP, as moisture is held in different forms and requires different amounts of energy to separate. For instance, the energy consumption was 1.35 ± 0.05 kWh kg-1 and 1.47 ± 0.08 kWh kg-1 for above the FSP moisture removal, while it was 1.77 ± 0.06 kWh kg-1 and 1.68 ± 0.06 kWh kg-1 below the FSP moisture removal under the T1 and T2 treatments, respectively. Statistical analysis also revealed a significant difference in energy requirements above and below the FSP for both treatments. This indicates that, while the overall energy consumption between the two treatments was similar, the energy required to remove water from the wood varies significantly depending on whether it is above or below the FSP. Above the FSP, less energy is required because free water, which is held by capillary forces only, is removed, whereas below the FSP, more energy is needed to break the bonds of bound water and remove it from the wood ([26], [34]). Milić et al. ([19]) reported that different run times had different specific energy consumption above FSP (ranging from 1.02 to 1.49 kWh kg-1) and below FSP (5.20 to 8.07 kWh kg-1).
The higher energy requirement for moisture removal below FSP is due to the strong attraction between moisture and cell wall elements. Sethy et al. ([31]) reported that radiata pine (Pinus radiata) planks could be dried from 13% to 6% moisture content using two-minute microwave irradiation, with an energy consumption of about 55 kWh m-3. Even for removing a small amount of water, the energy required below FSP was greater.
The drying process has a lower activation energy above the FSP than below the FSP. Water molecules diffuse through the wood cell wall and pass through the cell cavity above the FSP. Diffusion is a process that is substantially temperature dependent, whereas capillary flow depends only weakly on temperature. The computed activation energy for drying wood above the FSP was therefore considerably lower than the amount required below the FSP ([34]). This indicates that the amount of energy needed to remove water is more critical than the time taken and the intensity used. Understanding this energy requirement will be valuable for future drying processes, as it enables adjustments to intensity and drying time based on the specific energy needs.
Conclusions
This study investigates the potential of microwave (MW) drying as an efficient method for drying rubberwood. MW treatments resulted in reduced drying time, uniform moisture distribution, and lower drying stress. The use of microwave drying techniques saves time and significantly increases efficiency. Our findings also highlight the impact of drying rate on volumetric shrinkage, indicating that wood subjected to faster drying tends to experience increased shrinkage due to rapid moisture loss. This study established a link between MW radiation exposure duration and strength, and the consequent changes in wood characteristics. The longer or stronger exposure leads to alterations in microstructure, moisture movement, and a reduction in mechanical properties. Microwave drying facilitated faster moisture removal, resulting in shorter drying periods, but it also caused changes in the wood structure, particularly in the microstructure, such as ray cells. These changes in microstructure led to a decline in mechanical properties and increased permeability, as evidenced by the study results. The results also indicate that, while the overall energy consumption between the two treatments was similar, the energy required to remove water from the wood varies significantly depending on whether it is above or below the FSP. Adjustments to the microwave power level and exposure time for each wood species will lead to favorable outcomes in terms of drying efficiency, energy efficiency, and defect-free wood, while minimizing any significant reduction in mechanical properties. Further studies could focus on minimizing structural damage while enhancing permeability and drying efficiency. From an industrial perspective, these insights can suggest the development of energy-efficient, species-specific microwave drying protocols that improve processing speed and treatment uniformity, making the technique more viable for large-scale commercial wood processing.
Acknowledgments
The authors would like to thank the Director and Group Coordinator (Research), ICFRE - Institute of Wood Science and Technology (IWST), for providing all the necessary support and facilities to carry out the research. The authors also extend sincere thanks to the Head of Division for the support during this study.
References
Gscholar
Gscholar
Gscholar
Gscholar
Gscholar
Gscholar
Gscholar
Gscholar
Gscholar
Gscholar
Gscholar
Authors’ Info
Authors’ Affiliation
Kamal Mishra 0009-0007-6302-9205
Anil Kumar Sethy 0000-0002-9389-1134
Rakesh Kumar 0000-0002-5617-6342
Wood Properties and Processing Division, ICFRE-Institute of Wood Science and Technology, Bengaluru-560003, Karnataka (India)
Corresponding author
Paper Info
Citation
Sharma R, Mishra K, Sethy AK, Kumar R (2026). Effect of microwave drying on drying kinetics, physico-mechanical properties, and microstructure of plantation-grown Hevea brasiliensis wood. iForest 19: 77-84. - doi: 10.3832/ifor4770-018
Academic Editor
Luigi Todaro
Paper history
Received: Dec 04, 2024
Accepted: Sep 23, 2025
First online: Mar 08, 2026
Publication Date: Apr 30, 2026
Publication Time: 5.53 months
Copyright Information
© SISEF - The Italian Society of Silviculture and Forest Ecology 2026
Open Access
This article is distributed under the terms of the Creative Commons Attribution-Non Commercial 4.0 International (https://creativecommons.org/licenses/by-nc/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.

Web Metrics
Breakdown by View Type
Article Usage
Total Article Views: 2040
(from publication date up to now)
Breakdown by View Type
HTML Page Views: 459
Abstract Page Views: 991
PDF Downloads: 514
Citation/Reference Downloads: 0
XML Downloads: 76
Web Metrics
Days since publication: 137
Overall contacts: 2040
Avg. contacts per week: 104.23
Article Citations
Article citations are based on data periodically collected from the Clarivate Web of Science web site
(last update: Mar 2025)
(No citations were found up to date. Please come back later)
Publication Metrics
by Dimensions ©
Articles citing this article
List of the papers citing this article based on CrossRef Cited-by.
Related Contents
iForest Similar Articles
Technical Advances
Technical properties of beech wood from aged coppices in central Italy
vol. 8, pp. 82-88 (online: 04 June 2014)
Research Articles
Kinetic analysis of poplar wood properties by thermal modification in conventional oven
vol. 11, pp. 131-139 (online: 07 February 2018)
Research Articles
Physical, chemical and mechanical properties of Pinus sylvestris wood at five sites in Portugal
vol. 10, pp. 669-679 (online: 11 July 2017)
Research Articles
The physicomechanical and thermal properties of Algerian Aleppo pine (Pinus halepensis) wood as a component of sandwich panels
vol. 15, pp. 106-111 (online: 21 March 2022)
Research Articles
Mechanical and physical properties of Cunninghamia lanceolata wood decayed by brown rot
vol. 12, pp. 317-322 (online: 06 June 2019)
Research Articles
Characterization of technological properties of matá-matá wood (Eschweilera coriacea [DC.] S.A. Mori, E. odora Poepp. [Miers] and E. truncata A.C. Sm.) by Near Infrared Spectroscopy
vol. 14, pp. 400-407 (online: 01 September 2021)
Research Articles
Physical-mechanical properties and bonding quality of heat treated poplar (I-214 clone) and ceiba plywood
vol. 8, pp. 687-692 (online: 17 December 2014)
Research Articles
Pilot-scale drying of southern pine (Pinus spp.) lumber in a heated tube dryer
vol. 18, pp. 10-15 (online: 02 February 2025)
Research Articles
Comparison of alternative harvesting systems for selective thinning in a Mediterranean pine afforestation (Pinus halepensis Mill.) for bioenergy use
vol. 14, pp. 465-472 (online: 16 October 2021)
Research Articles
Physical and mechanical characteristics of poor-quality wood after heat treatment
vol. 8, pp. 884-891 (online: 22 May 2015)
iForest Database Search
Search By Author
Search By Keyword
Google Scholar Search
Citing Articles
Search By Author
Search By Keywords
PubMed Search
Search By Author
Search By Keyword